生 产 培 训 教 案ApD气化网
培训题目: 刮板捞渣机知识讲座ApD气化网
培训目的:使本专业人员对刮板捞渣机结构及日常维护有全面的了解,在实际工作中能进行日常维护消缺工作。ApD气化网
内容摘要:ApD气化网
介绍捞渣机的结构、工作原理、日常维护项目、常见缺陷等ApD气化网
培训内容:ApD气化网
一、概述:ApD气化网
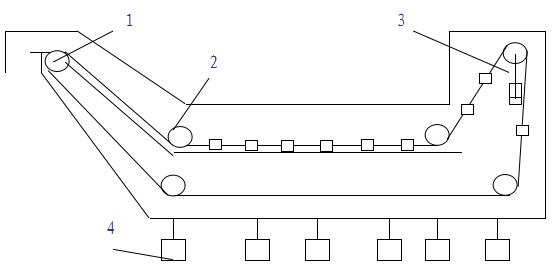
炉底渣处理系统包括一台配有圆环链条及在链条上刮板的埋刮板捞渣机。ApD气化网
煤燃烧产生的热渣在充满水的上槽体内收集并冷却,通过输送链条的缓慢移动炉渣输送出炉底。冷却水进入上槽体中以保持安全的水温并且补充由于蒸发和炉渣带走的水。加热的冷却水由溢流处流出。ApD气化网
捞渣机具有以下功能:ApD气化网
锅炉炉底密封ApD气化网
渣冷却ApD气化网
将炉渣输送出炉底ApD气化网
刮板捞渣机安装在锅炉排渣口处,与渣井、关断门、水封板和水槽连接,保证炉体内部与外部的密封。ApD气化网
 ApD气化网
ApD气化网
ApD气化网
二、捞渣机各部件介绍ApD气化网
1).捞渣机驱动装置:ApD气化网
捞渣机由闭环式静压驱动装置驱动。液压站驱动液力马达(向心活塞马达)带动一个直接与水浸式刮板捞渣机驱动轴相连的单级行星式减速机。 液力驱动装置中包含一个电动马达,电动马达驱动可调速的泵来满足液力马达(向心活塞马达)的容积流量和压力需求, 并且可以实现反转。由于采用液力驱动装置,当负荷变化时(渣量变化时)能自动实现埋刮板捞渣机输送速度的无级调速。液力驱动装置带有过载保护。当出现过载时,液力驱动装置的输送速度自动减为零,液力驱动装置自动设置相应的输送速度以克服过载。 液力驱动装置具备从槽体有部分炉渣状态启动的功能。当出现超载情况时,液力驱动装置自动停止并向控制盘发出信号。所有的故障和运行信号,比如水位,水温和链张力都显示在液压驱动装置的控制柜门上。ApD气化网
2).惰轮系统:ApD气化网
在链条导向处装有惰轮,链条导向处装有惰轮 ,所有惰轮配有抗滑轴承以减少整个链条牵引力。每个浸入水中和张紧惰轮安装在由安装钢板向外伸展的短轴上并相对于此轴在安装在惰轮内部的轴承上旋转。双唇缘密封、垫片和内部油脂的的压力保证整个轴承的密封。整个惰轮安装在一个外部可替换的支撑板上。所有润滑位于水槽的外部。驱动轴和回链槽惰轮轴支撑外部安装的球面滚珠轴承上。所有惰轮有一个凹槽以固定链条在惰轮上的位置。所有凹槽和与链条接触表面都经过硬化处理。 链条供货商提供的链轮齿保证了链条和链轮齿的咬合。齿经过特殊硬化处理并可从毂上取下而不需从轴上取出毂。ApD气化网
3).链条张紧装置:ApD气化网
捞渣机尾部有链条张紧装置,链条由于磨损而延长由尾部液压张紧装置张紧。ApD气化网
每条输送链由安装在捞渣机尾部的双向作用的液压缸张紧, 液压缸垂直安装并由钢条连接在惰轮导向块上。尾部链条张紧装置施加连续张紧力作用在由于磨损伸长的链条上,并减轻冲击。两个液压缸与附近的液压站连接。ApD气化网
通常情况下,链条都是张紧的。但是由于链环与链环间的磨损,输送链将随着时间延长,这一般称作“链伸展”,因为如果链条没有张紧的话,很容易造成脱链、卡链等严重故障。这就需要张紧油站保持链条一定的张紧力。ApD气化网
运行中靠张紧液压站维持液压缸的压力在18-20bar,保持链条张紧,液压站设计有一个油泵和一大一小两个储能器。有四个压力开关,分别为5bar,35 bar,50bar,190bar。其中高压蓄能器的50bar和190 bar是用来控制油泵启停的。当压力低于50bar时油泵自动起来,当压力过了190 bar时停油泵,储能器用来维持压力在50-190bar 之间;当油泵在压力低于50bar后油泵启动,压力继续下降,在35bar的位置上将发出报警,张紧压力下降使低压蓄能器不能维持在5bar时,将导致捞渣机跳机。ApD气化网
4).捞渣机行走装置ApD气化网
捞渣机安装在能将其整体从炉膛下拖出的行走机构上。这样可以通过锅炉喉部进入炉膛。安装在刮板捞渣机上马达驱动的轮能在预埋在地面上的轨道上滚动。当捞渣机故障时,捞渣机只能侧向移出。ApD气化网
5)输送链:ApD气化网
炉渣由双股圆环输送链系统输送。ApD气化网
链条直径的选择能满足槽内满灰(渣)起动和连续输送的要求。由于特殊的热处理工艺和选择的特种材料,硬度为800HV,淬火深度约为3.96毫米本圆环链具有高耐磨性,适于放在捞渣机内部。ApD气化网
链条包括 2 x 109 链环,每个链环长度 882 mm, 与刮板连接器(U型环)连接在一起。ApD气化网
为了渣输送,180mm高刮板布置在两个圆环链中间,刮板用螺栓连接在刮板连接器上。ApD气化网
链条速度控制原理:ApD气化网
速度控制为PID控制。通常设定一个速度给定值2cm/s,再由实际反馈速度与给定值的差值,送入PID控制器,用来控制液压驱动装置的油泵的Proportional Valve用来控制流油量,电动马达驱动可调速的泵来满足液力马达(向心活塞马达)的容积流量和压力需求, 并且可以实现反转,从而使转速满中设定值的要求。通常2cm/s为正常运行速度。当渣量增大时,液压驱动装置的出口也加大压力,从而提高捞渣机的负载。当驱动装置的出口压力大于150bar延时30S时,速度自动提升为3 .5cm/s从而加大排渣量(无级变速)。当压力小于150bar时,自动减速为2cm/s。出口压力最低为18bar时,链条启动。出口压力最大为250bar,当大于250bar时,捞渣机过载,自动停机。ApD气化网
输送速度选择ApD气化网
捞渣机由无级变速驱动装置驱动。速度的变化将影响出力、部件磨损和渣脱水。一般情况下,速度越低,出力越小,磨损越少,脱水效果越好。但是,考虑到在两分钟后,倾斜段驻留时间不会对脱水率有很大影响。如果连续运行,输送正常渣量包括石子煤6.13t/h 的所要求的链速大约为0.5 m/min. 这个链速根据计算和经验得出并设为驱动系统的最小速度。作为指导原则,选择的最低速度能输送正常的渣量并不会发生故障报警。此速度仍可以通过观察上升段两个刮板间的渣量决定。两个刮板间的渣量堆积高度应正好达到刮板的高度。ApD气化网
6)渣冷却水设计和使用ApD气化网
上槽体充满冷却水冷却热渣和通过热量冲击使从炉膛掉下的大渣破裂。ApD气化网
上槽体水深(1.7/2.0米)足够满足底渣掉下时对槽体的冲击力。槽中水位通过水位开关保持,如果需要可通过补水阀连续补充。ApD气化网
补水量与渣所带走的水和蒸发量有关。最大水位受溢流槽限制。ApD气化网
上槽的高度保证能容纳因大渣落下和炉膛瞬时压力而引起的水位增高。ApD气化网
关断门足够的插入深度保证炉底空气/烟气的密封。 ApD气化网
通过温度控制调节蝶阀进入上槽体的冷却水量来控制上槽体的水温,这是一个自动控制回路。ApD气化网
水在捞渣机提升段被分离出来,收集在刮板间最终返回水槽。ApD气化网
喷嘴安装在驱动链轮附近,清洁与链轮前的链条,冲洗水沿捞渣机提升段流入水槽。ApD气化网
7)渣井ApD气化网
渣井水封槽的水封板的材料为1Cr18Ni9Ti。渣井水封槽设有水冲洗装置。捞渣机上部的渣井部分由捞渣机厂按锅炉参数进行设计,机组B-MCR工况下不小于 8小时排渣的贮存容积,采用独立支撑,能满足捞渣机向炉后拉出检修。ApD气化网
渣井的水封槽沿渣井四周布置,由连续溢流的密封水维持槽内的水位和渣井密封,配置喷淋冷却的观察窗和通渣孔。ApD气化网
渣井水封槽能有效地配合锅炉水冷壁垂直和水平方向的膨胀量,且水封槽中设有冲洗排污措施。ApD气化网
渣井内衬具备一定的抗冲击能力。渣井上部与锅炉下联箱水封板连接,下部装有液压关断门,关断门打开插入捞渣机上槽体。液压关断门关闭后,捞渣机可移到炉后检修。ApD气化网
二、维护ApD气化网
以下是最低限度的维护要求ApD气化网
检查过滤器进出口压差ApD气化网
驱动油站检验油质,最少一年一次ApD气化网
必要时换油ApD气化网
浸水导轮轴承每周加二次油脂润滑ApD气化网
惰轮、驱动轮、张紧轮每月加一次油脂润滑ApD气化网
输送链太松时:ApD气化网
见到下槽的刮板间的链条明显下垂ApD气化网
输送链在惰轮上脱轨ApD气化网
刮板不在下槽观察时直立ApD气化网
当输送链移动时下槽惰轮没有转动ApD气化网
在驱动链轮齿下观察到链下垂以至于刮板要碰到下槽侧边ApD气化网
无弹力ApD气化网
如果链条太紧时:ApD气化网
当输送链移动时有叽叽嘎嘎的的噪音ApD气化网
见到张紧结构偏斜ApD气化网
三、故障处理ApD气化网
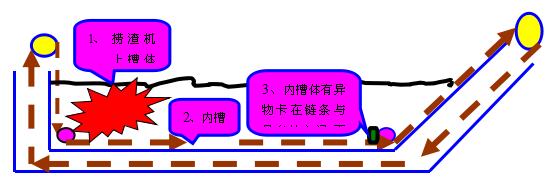
当出现过载时,捞渣机自动停止运行,并向就地控制盘发出故障信号(SUBMERGED SCRAPER CONVEYOR BLOCKED)。ApD气化网
这时,最可能的情况是输送链:脱链,卡链或刮板脱落等。不要在检查链条和惰轮故障情况前,试图正转或反转重新启动系统,如果问题出在水下,反转启动可能会消除卡链,反转的行程不要超过0.5米。此距离足够消除卡链且不会产生脱链。如果正转不能保持在这一点上,应使捞渣机停止运行并将冷却水排出进行处理。ApD气化网
注意由锅炉停炉、点火失败等造成的炉膛压力、温度的突然变化,形成瞬间大块渣落下。 在有大块渣落下时,捞渣机重载,因此要提高速度来减少渣量。这样会降低捞渣机导向点处卡链的可能性。ApD气化网
捞渣 故障紧急处理方案ApD气化网
ApD气化网
ApD气化网
ApD气化网
ApD气化网
 ApD气化网
ApD气化网
出现第一种情况应采取的应急措施:ApD气化网
ApD气化网
 ApD气化网
ApD气化网
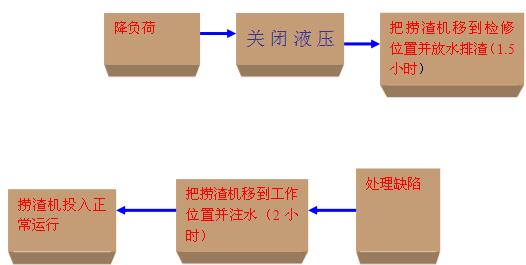
出现第二、三种情况应采取的应急措施:ApD气化网
ApD气化网
捞渣机故障抢修处理风险控制措施ApD气化网
1、历次捞渣机抢修经验总结ApD气化网
我厂捞渣机自投产以来主要发生的故障需要抢修的有ApD气化网
1)捞渣机主驱动轮螺栓断裂(主要发生在1、2号炉)ApD气化网
2)运行中渣量大导致捞渣机过载跳闸,刮板弯曲,需要抢修更换(主要发生在3、4、5号炉)ApD气化网
3)运行中渣量大导致捞渣机刮板和链条被炉渣垫起,渣无法输送,捞渣机过载跳闸(主要发生在3、4、5号炉)ApD气化网
4)运行中链条脱链,造成连接器断裂,浸水轮处链条脱轨(发生在1号炉)ApD气化网
5)张紧轮轴承故障脱链(发生在1号炉)ApD气化网
以上故障仅有第3、4项采取了关闭渣井液压关断门,捞渣机上槽体放水的措施,其中2号炉捞渣机由于主驱动轮螺栓断裂抢修,机组降负荷捞渣机退备时间达到15小时。ApD气化网
历次抢修中采取的措施主要有:ApD气化网
1)机组降负荷至300MW,停止炉膛吹灰。ApD气化网
2)关闭渣井液压关断门(需上槽体放水处理缺陷时)ApD气化网
3)停运捞渣机,并断电。ApD气化网
2、捞渣机抢修风险控制措施ApD气化网
按照捞渣机设计,锅炉额定负荷情况下,渣井处在液压关断门关闭情况下可以满足连续运行8个小时,再加上捞渣机本身具有一定的过载能力,因此捞渣机可退备时间应该可以达到8小时以上,但从捞渣机抢修整个过程进行分析,风险主要存在于抢修过程中炉内落大焦造成捞渣机上槽体水封水突然汽化造成人员烫伤和捞渣机抢修结束后打开液压关断门时,渣井内积存的炉渣突然掉入水中,形成高温蒸汽烫伤工作人员。针对这两项高风险程序,采取如下措施进行控制可将风险降到最低。ApD气化网
1)按捞渣机作业情况,执行不同措施ApD气化网
短时间(不超过三小时)可完成的消缺,定期工作,非渣井落渣口附近工作,如:捞渣机在下槽体进行的链条截短、刮板更换、张紧轮轴承检查、主驱动轮处的脱链处理、捞渣机油站故障等可执行以下措施:a捞渣机停运,b机组维持当前负荷,停止炉膛吹灰,c渣井液压关断门无需关闭,d减少无关人员在捞渣机区域的逗留。ApD气化网
上述作业由于现场客观原因三小时内无法完成的,但在八小时之内可以完成,须执行如下措施:a捞渣机停运,b机组降负荷运行,停止炉膛吹灰,c渣井液压关断门无需关闭,d减少无关人员在捞渣机区域的逗留。ApD气化网
作业时间长于8小时的工作,如主驱动轮的检修,液压马达的检修等需要较长时间的作业,可采取以下措施a捞渣机停运,b机组降负荷运行,停止炉膛吹灰,c渣井液压关断门关闭,利用渣井可积存一定渣量和捞渣机的过载能力延长退备时间,d减少无关人员在捞渣机区域的逗留。ApD气化网
渣井下部捞渣机的故障处理,主要作业有:捞渣机链条在上槽体部位断裂处理、上槽体浸水轮故障处理、上槽体链条脱轨、卡涩等故障、上槽体大量积渣处理工作,须执行以下措施: a捞渣机停运,b机组降负荷运行,停止炉膛吹灰,c渣井液压关断门关闭,d上槽体放水,e捞渣机移至检修位,f渣井下部区域使用围栏进行隔离,严禁人员进入。ApD气化网
2)措施执行过程的风险控制ApD气化网
凡涉及渣井液压关断门开关的操作,目前都由热控专业和运行人员共同执行,为避免在进行液压关断门开关操作时发生大焦掉落上槽体水中,形成高温蒸汽造成人员烫伤,须执行以下措施:a液压关断门关闭超过8小时以上时,或关闭期间燃用劣质煤,炉膛结焦严重时,关闭前必须通过渣井观察孔确认渣井内积渣情况,必要时可通过6.4米锅炉人孔观察冷灰斗积渣情况,明确积渣情况后方可打开液压关断门。b开关液压关断门操作时,操作人员在液压站进行操作,其他人员远离渣井落渣口,如必须在附近观察关断门开关情况,须做好防护措施。C液压关断门关闭期间,锅炉尽可能不进行负荷升降,停止炉膛吹灰,减少炉膛落渣量。ApD气化网
3)抢修过程风险控制ApD气化网
抢修过程的风险主要来自于炉膛突然落大焦进入上槽体水中形成高温蒸汽造成人员烫伤,主要采取以下控制措施:a保持机组负荷稳定,停止炉膛吹灰,防止炉膛掉大焦,b捞渣机抢修区域进行隔离,避免无关人员进入,c必须在渣井附近的作业,作业人员必须做好防烫伤措施,d作业人员发现炉膛有异响,立即停止作业,撤离到安全区域,运行检修确认无异常后方可继续开展工作。ApD气化网